As in most things gone horribly wrong, it is a bunch of seemingly small things that come together to create an almost unimaginable nightmare—in this case the “perfect stucco storm.”
Unlike most water rants, particularly rainwater rants, we are not going to talk about this being the architect’s fault for not having overhangs—or this being the fault of that increasingly popular and peculiar architectural sub-cult—the California architect—and the viral design disease they spread called “complicated building syndrome” a.k.a. Daniel Libeskind’s Disease.1
We are also not going to blame the windows or window manufacturers or window installers.2 That is not what is going on.
We are seeing problems with stucco claddings in field of the wall—away from windows and “other architectural features.” And the buildings affected are not shacks (Photograph 1). And the problems are not limited to “traditional hardcoat stucco” but also are prevalent with a version of hardcoat stucco—a cladding type that I refer to as “lumpy stucco”—more formally known as “manufactured stone veneer.” Think of it as rocks embedded into the exterior surface of the stucco—hence the “lumpy” term.
Hardcoat stucco is typically a three layer cementitious rendering (scratch coat, brown coat and top coat) applied over a building paper, metal lath and sheathing (Photograph 2). Manufactured stone veneer is a version of hardcoat stucco where the top coat is replaced with an embedded thin stone veneer (Photograph 3). Stucco claddings coupled with manufactured stone veneers are hugely popular because of their beauty—among other things. Unfortunately, the beauty is often only skin deep, as they are also commonly linked with moisture problems (Photograph 4). This was not always the case and the reasons for the change in performance are due to several seemingly small factors that add up to a huge factor:
- Changes in the properties of building papers and water resistant barriers (WRB’s)
- Change from plywood sheathings to OSB sheathings
- Higher levels of thermal resistance
- Use of interior plastic vapor barriers
- Changes in the properties of stucco renderings
Individually each of these changes could have been tolerated by most stucco and manufactured stone veneer(Photograph 5). Let’s look at each of these small factors individually at first.

Photograph 1: Pennsylvania Stucco “Shack”—Eastern Pennsylvania is the stucco failure capital of the United States. Note the manufactured stone veneer—or “lumpy” stucco on the front façade.

Photograph 2: Hardcoat Stucco—Three coats have been traditionally applied directly over a single layer of impregnated felt or asphalt saturated kraft paper. Today, this results in a bond between the stucco rendering and the outer layer of the felt or paper compromising drainage.

Photograph 3: Manufactured Stone Veneer—Manufactured stone veneer claddings are very similar to hardcoat stucco and perform in a similar manner. In a manufactured stone veneer the outer coat of stucco is replaced with a thin stone layer.

Photograph 4: Hardcoat Stucco Failures—Note that the damage is in the field of the wall away from windows.

Photograph 5: Failure on Steroids—Note the plastic vapor barrier “accelerant” in this Vancouver, Canada building.
Building paper manufacturing changes and the introduction of plastic building papers (also referred to as “building wraps” or “housewraps”) led to a change in the water management attributes of stucco renderings installed directly over these materials. Older building papers were more “robust” than more recently manufactured products—they weighed more and had more cellulose content. As a result when stuccos were applied directly over them a bond between the stucco and the building paper did not develop due to the dimensional instability of the cellulose. The absence of a bond permitted a modest degree of drainage to occur between the building paper and the stucco. With more recently manufactured building papers a bond develops between the building paper and the stucco—preventing drainage between the building paper and the stucco. The bond between plastic building papers and stucco is even greater (Photograph 6).

Photograph 6: Hardcoat Stucco Bonding to Plastic Building Paper—A young, happy engineer, discovers that stucco does indeed bond to plastic building papers preventing drainage. The engineer is my friend Chris Schumacher—may he remain this happy when he gets older.
The solution to the bonding problem is pretty straightforward—the use of a “bond break”—an additional layer of building paper between the stucco and the water management layer building paper (two layers of building paper). The best bond break between building paper and stucco, is, you guessed it, another layer of building paper (Figure 1). Similarly, a building paper bond break should be used between plastic building papers and stucco. For reasons that are not quite understood3 plastic building papers do not make as good a bond break as paper building papers (Photograph 7). The use of a second layer of building paper as a bond break is not ubiquitous—it should be. Stucco, today, needs every edge it can get.
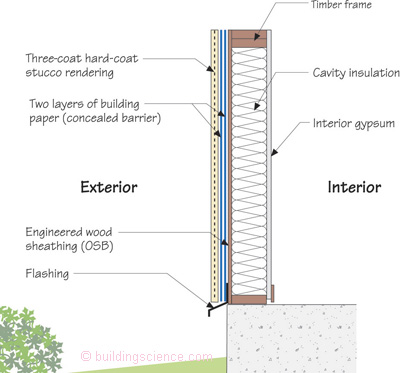
Figure 1: Two Layers of Building Paper—The two layers of building paper are significant in the performance of hardcoat stucco assemblies. The outer layer of building paper acts as bond break between the stucco and the inner layer of building paper permitting modest drainage of water between the two layers.

Photograph 7: Building Paper Bond Break—Traditional building paper is an excellent bond break between traditional hardcoat stucco and plastic building papers.
Another attribute that changed was the water vapor transmission of the plastic building papers versus the traditional building papers (impregnated felts and asphalt saturated kraft paper) (Figure 2). What is the big deal with the shape of the curves? Well, it’s a “Goldilocks” thing—the materials should not be too vapor open or too vapor closed—but “just right.” With materials that are too vapor open—too much moisture stored/ absorbed in the stucco layer can be driven inwards through the material under solar induced drive causing damage in the sheathing layer. With materials that are too vapor closed—not enough moisture will be able to exit the sheathing layer and dry outwards during drying events.
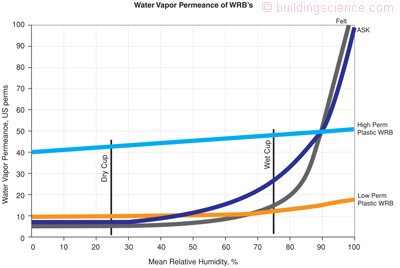
Figure 2: Permeance of Water Resistive Barriers (WRB’s)—Debate rages within the building science community as to what the curves mean. The old guy in me intuitively believes that the shape of the curve describing the traditional building papers (WRB’s) is “good.” And that the curve describing the “high perm” WRB is “not so good” and the curve describing the “low perm” WRB is “better but not as good as” the curve describing traditional building papers. I believe that if we could get a plastic building paper with a curve that mirrors the shape of the traditional building papers the product would “kick building science butt.”
The stucco problem seems to be worse with “high perm” plastic WRB’s than with “low perm” materials. As the “dwell” time for moisture in the stucco and WRB layers goes up, inward vapor transmission also goes up with “high perm” plastic WRB’s. The “low perm” plastic building papers appear to do a better job of “throttling” the inward vapor drive protecting the sheathing.
On to the plywood versus oriented strand board (OSB) change. Folks, this is a big deal. No matter how many times manufacturers say that OSB is just like plywood it just isn’t so. Check out Figure 3 and the relative differences in water vapor transmission between plywood and OSB. Plywood becomes vapor permeable as it becomes wet—OSB does not. Did I mention that this is a big deal? When plywood gets wet it dries a lot easier (and faster) than when OSB gets wet because it becomes vapor open. Moisture also migrates laterally within a plywood sheet a lot easier than OSB. The lateral movement and vapor openness when wet allows the plywood to more easily redistribute moisture than OSB. This means that with OSB moisture becomes concentrated at OSB/building paper interfaces—whereas with plywood the moisture is released into the cavity as well as allowed to migrate laterally reducing concentrations and localized moisture stresses.
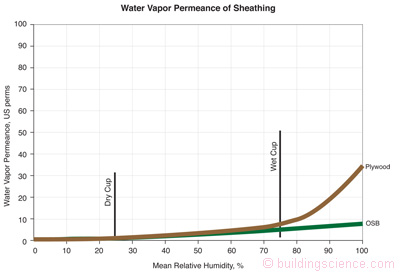
Figure 3: Permeance of Plywood vs OSB Sheathing—Note the “hockey stick” shape of the plywood curve. Hockey is good—remember that and life will be good. The upward rise allows the plywood to dry more readily than OSB when it gets wet.
One solution to this problem is also pretty straightforward—the use of a ventilated air gap between the stucco and the building paper/OSB sub-assembly.
The air gap does not have to be particularly big to be a big deal—3/8 inch (9 mm). One method of getting the air gap is to use a drainage mat between two layers of building paper (Photograph 8). The gap allows redistribution of the moisture in both the stucco and the OSB sheathing. The gap also does something else—if it is wide enough it becomes a ventilated space making the “Goldilocks” vapor curve argument moot. Once we have a ventilated space (with meaningful air movement) the permeability of the traditional building papers and plastic building papers almost does not matter. Anything between the “low perm” and “high perm” materials can be shown to work. In fact, an insulated semi-permeable sheathing does the best job of controlling inward vapor drives in all climate zones.

Photograph 8: Air Gap—The air gap does not have to be particularly big to be a big deal—3/8 inch (9 mm). One method of getting the air gap is to use a drainage mat between two layers of building paper. The gap allows redistribution of the moisture in both the stucco and the OSB sheathing.
Higher levels of thermal resistance also makes things more difficult for all claddings, not just stucco. The more insulation—the lower the energy flow across the assembly. Less energy, less drying. In cold climates, and during cold periods, claddings operate at colder temperatures as insulation levels rise. The colder the cladding, the higher the moisture content in the cladding since most claddings are hygroscopic—they pick up moisture based on relative humidity rather than based on vapor pressure. Similarly, the same goes for sheathings. Plywood and OSB sheathings increase in moisture content during heating periods as cavity insulation levels rise.
The solution to this problem is the same as the plywood/OSB solution—an air gap or insulated sheathing. Back ventilate claddings. It is a good idea to do this for all claddings, not just stucco. How much of an air gap? It seems that 3/8 inch (9 mm) or greater works.
Now, to the plastic vapor barrier thing. What can I say that I haven’t said about this earlier. The interior plastic vapor barrier prevents inward drying during cooling periods. Except in extreme heating climates plastic vapor barriers are unnecessary. The reduction of inward drying is often enough to push the wall over the edge if it is borderline to begin with (go back and look at Photograph 5).
The solution to the plastic vapor barrier problem is also straightforward—don’t use one. Use vapor retarders, not vapor barriers. Better still don’t use either a vapor barrier or a vapor retarder. Use insulating sheathings over drainage layers installed outward of framing.
The final “minor” change to consider is the stucco rendering itself. Older stuccos had more lime in the mix and therefore were more vapor permeable. This was a good thing as it allowed the stucco and the building paper and sheathing all to dry more readily to the exterior. Today’s “new” stuccos are marvels of materials science. Well, some of them. Others are just kind of mixed up like moonshine and reflect the applicators favorite mix. They have magic potions and pixie dust added to them making them a witches brew. We have soaps, we have ammonia, we have latex, we have silica, we have who knows what. What we do know is that some of these stuccos don’t breathe (aren’t vapor permeable) at all. And this is not good. Give me a good old fashioned brew—I mean mix- any day. Ok, I will live with a little bit of polymer to give me some tensile strength, but not too much OK. Breathing is a big deal.
So lets put all of these minor things together—the plastic housewrap, the OSB sheathing instead of plywood, the higher level of cavity insulation, the use of plastic vapor barriers and finally the use of low perm stucco and I give you the perfect storm—I give you Vancouver, Canada—the stucco failure capital of the world.
Take away the plastic vapor barrier and I give you—eastern Pennsylvania—the stucco failure capital of the United States.
So how to avoid all of this? Easy. Give me an air gap between the stucco and the building paper and get rid of the plastic vapor barrier. We need to keep the OSB—the days of sheathing buildings with plywood are gone forever. And we need to keep the high levels of cavity insulation for obvious reasons. Another way to avoid all of these problems and to produce an energy efficient enclosure (that’s green, remember) is to use an insulating stucco—yes, you guessed it, a water-managed exterior insulation finish system (EIFS), where a layer of foam is installed between the drainage layer and the stucco creating a drainage space4—and without an interior vapor barrier.
Footnotes:
A partially virulent form is called Gehry-itus—fortunately this particular strain has only caused serious damage in Massachusetts and appears to have been contained to one building on the MIT campus.
They get enough grief from me as it is, and it appears from almost everyone one else as well. In their defense I point out that today’s windows perform better than windows manufactured 10, 25 and 50 years ago. Not all water related problems can be blamed on windows—since they are demonstrably better and getting better all the time.
Not understood by me—others probably have an explanation that I would be interested in getting—I am offering a modest reward—mostly to see if anyone actually reads these footnotes.
The irony is rich and deep here since EIFS, the face-sealed kind, was fingered by many as the cause of major stucco failures in the early 1990’s and hardcoat stucco was held up at the time to be the cladding of choice, whereas today water-managed EIFS is the obvious answer to the current rash of hardcoat stucco failures.